さて、いつぞにアウトランクの魔改造計画を立てていて、いざ実行に移した際に、スポークが非常に短いので今回は自前でスポークを用意する必要が出てきたわけです。
その際にスポーク長さを揃えて切ってねじを作るだけ。簡単でしょなんて思っていたのですが、結果から言うとそんな甘くありませんでした。
そして、スポークのねじ切りの話題について調べていると、あまりに情報が少なく、みんなこれどうやって使えてるの?という感想を持ったので情報共有をしておこうと思います。
おそらく日本で市販されているスポーク用のダイスはホーザンのC-700/702がほとんどだと思います。それくらい種類が少なく情報も少ないものということです。なので、このホーザンのC-700を使った際のコツやつ使い方の話を残しておきます。
また、不要と思われるようなねじ切りの原理の話を含みます。なぜかというと、私がこの原理を知らなかったばかりに上手く行えていなったため、これを知るのと知らないのではC-700/702の扱いにも差が出ると思ったからです。私は知らなったというよりは勘違いしていました。きっとこの理由はこの記事を読んでもらったらわかると思います。
この記事をを読めばネジが切れないということは無いはず。それくらい思考錯誤を行ったのでスポークのねじが切れない、上手にできないという方は是非読んでいってください。
では始めます。
目次
- C-700/702について
- 原理「転造と切削」の話
- 基本的な使い方(?)
- 実際に切ってみたときの備忘録
- ねじが切れないときは?
- ねじが浅すぎる!
- ねじピッチがおかしい…
- 途中から切れなくなった…
- コツを踏まえた正しい使い方
- まとめ
C-700/702について
HOZAN製の転造によるスポークねじ切りです。おそらく、大手のメーカーが製造するスポークねじ切りはこれくらいしかないというぐらい唯一無二の工具だったりします。対応する材質は「鉄」と「ステンレス」の2種類です。チタンについては触れられていません。私は試す道具もないのでお答えできませんが、もしかしたらダイスの金属との相性とかあるのかもしれませんね。金属の強度的な話なら使えそうですが…
次に以下のページはC-702-14のものです。価格は見ての通り結構いいお値段がします。

スポーク用のねじピッチは特殊なのでダイス自体も専用品が必要になります。なので、基本的には普通のダイスなんかと比べてお値段が高くなりますが、これは専用品ということで諦めるしかありません。
また、今回はC-700という型を表記していますが、ねじ切りにはスポークの太さ(番手)に合った専用のサイズが必要となりますのでそれに合わせたダイスを使う・用意する必要があります。
現行のC-702には13,14,15番用のダイスが存在しています。たまに使われている12番(パナの一部電動の後輪)の設定はありません。ただでさえ専用品なのに需要のないサイズ作っても損するばかりなので仕方ないでしょう。
ちなみに、今回私が使用したのは14番の太さのものです。
前提として、必ず太さは対応しているダイスを使用してください。なぜかというと、このダイスというのは結構シビアな調整でできているようで少しの調整で切れたり切れなかったりということがあります。なので、太さがあっているという前提で話を進めていきます。
C-700とC-702の違いなのですが、スポークダイスの部分は基本一緒で、スポークを保持する部分の構造が変わり保持力がアップしたようです。基本的な使い方は変わらないということですね。C-700が旧型で、C-702が新型で現行モデルです。
原理「転造と切削」の話
どうやってねじを切っているかという原理的なお話になります。原理と言ってもそう難しい話ではありません。
使い方とかコツを早く教えてと思うかもしれませんが、是非ここは読んでもらいたいのです。
というのも、冒頭に書きましたが、私は原理を理解していなかったためにスポークのねじが切れないという事態に陥っていたので、是非これを知ったうえでねじ切りをしてほしいのです。
さて、本題に入りますが、ねじ切りを行うのには基本的には二つの方法があって、「転造」という方法と「切削」という二つになっています。
今回紹介知りているHOZANのC-700/702は両方とも「転造」という方式を採用しています。
次に、それぞれの方法について説明をしますが、まずはC-700/702に採用されている「転造」についてからです。
「転造」は簡単に言うとある形状のものを変形させることによってねじを作る方法になっています。文字にすると難しいのですが、例えば画用紙などに爪を立てて動かすと紙が変形して線が残るじゃないですか。これを金属にも同様にして、ネジの形をしたもの(ダイス)を押し当ててスポークをねじの形に変形させる、これが「転造」です。そう、変形させて作っているのです。なので人によっては絞り出すなんて書いている方もいますね。
次に「切削」ですが、これは漢字にも含まれているように削ります。さっきの画用紙の例えで言うなら、何か鋭い針のようなものを持ってきてそれで紙の表面を削って線を描く方法なのです。スポークでいうならスポークの表面を削って溝を作るのです。こちらの切削は金属を削ってねじ切りを行う方法になります。
じゃあこれがスポークねじ切りにおいて何を生み出すのかというと、スポークの切り出しに関係してきます。
私は、この原理の違いを理解していなかったためにスポークのねじが切れないと困っていたのです。後は説明書をきっちり読みましょうということでもありました。
スポークのねじ切りをするならこの違いを覚えておいて欲しいです。きっと躓いたときに答えに近づきやすくなるはずです。
余談ですが、切削のスポークねじ切りというのは市販はされていないと思います。見たことがないので。後は強度的な問題もあって、「切削」と「転造」だと「転造」で作ったねじ山の方が最大1.5倍以上丈夫だとされているそうです。
基本的な使い方(?)
使い方自体は非常にシンプルです。だからこそ私は簡単だと思っていたのですが、実際のところはトラブルまみれでした。
正しい使い方は最後の方に書いておくので、説明書に書いてある程度の簡単な使い方のようなものを書いておきます。なぜ失敗するのかがわかってもらえるかもしれません。
まず、スポークを差し込み固定します。C-700/702で固定方法が違いますが、ここら辺は説明書を読めば書いていると思います。固定する場所はねじを切る長さで足りるようにだけ気を付けると良いと思います。また、このときにスポークがダイスヘッドにまっすぐ刺さる形で固定できているかを確認します。
次に、ダイスヘッド部に切削油を塗布します。普段工具を使わない方だと忘れがちなので必ず塗布しましょう。やり忘れると歯を痛めたり焼き付いたりする可能性があるので気を付けましょう。
あとはダイスを押し当てながら回すだけでねじが切れます。最初はゆっくり回すのがこつです。ある程度ねじができたら後は力をにいてくるくる回せばねじが切れます。というのがホーザンの説明で、実際にやってみるとそう簡単にできないということが判明します。
実際に手順通りではあると思うのですが、速さや力加減が結構難しくてここらへんは後で解説します。
それ以外にもダイスヘッドの部分で多少調整が必要です。
このテクニック的な話は後半に書いておきますので最後まで読んでいただけると良いかと思います。読み飛ばさず全部読めば間違いなくに綺麗なスポークを作れるようになると思います。
あと持ち手のような部分があると思いますが、これをクランプにj固定するのが正しいやり方です。固定しなくてもできますので、持っていない方は持ちながらやったら良いと思いますし。ある方はクランプで挟んで固定するのが楽なのでおすすめです。
実際にネジを切ったときの備忘録
アウトランクという自転車の車輪を組むのに使いました。14インチの自転車なので大きめ色々組みにくいです。今回の話はその車輪を組むのに裏ではこんな苦労がという裏話的な内容だったりします。
さて、そんなアウトランクの後輪に使ったスポークですがスペック的にはこんな感じです。
| 名称 | スペック |
| 長さ | 100mm |
| 本数 | 28本 |
| 太さ | #14 |
因みに、私が使っているのはC-702-14なので現行モデルの方を使っています。
さて、結果を先に書いておくと今回は本数的に36本用意していたのですが、10本以上失敗しました。なので数本追加しました。
さて、まず実際に上手くねじが切れたものを紹介します。以下の写真のものがそうです。

スポークの先端はこんな感じです。

先端の仕上がりも問題なく、ニップルもするする入っていくので問題はないでしょう。仕上がりの綺麗さもいい感じです。
余談ですが、元から切られていたねじを写真で撮るとこんな感じです。

こちらの先端はこんな感じです。

正直ねじ山の部分は見分けがつかないくらい綺麗に作れています。先端はやはり機械での加工が綺麗なのは仕方ないですね。とは言え気にするような差でもなかったりします。
これ先端を寄れるカメラを使って取っているのでこんな感じに見えていますが、実際はもっと小さいので見た感じではどっちが転造で新しく切ったねじかの区別はつきません。それくらいC-702を適切に使えば綺麗なねじを切ることができるわけです。
実際に二つを並べてみた写真がこちらです。

右のニップルがある方が元からあったねじ山で、左が今回の転造で作ったねじになっています。正直シャープさは転造でつくったほうが勝っているまであるのですか皆様はどう感じられるでしょうか。
寄ってみてもとてもきれいにねじが切れることがわかっていただけたと思うので、ここからは私の失敗と経験を踏まえてねじが綺麗に綺麗に切れないQ&Aのコーナーを書いてみようと思います。
ねじが切れないときは?
まずねじが切れないときは一番最初に確認して欲しいことは、スポークの先端の加工に問題がないかです。
一応このことは説明書にも書いてあります。
説明書はこちらにあります。この3ページ目に書いてありますが、スポークの先端は平らである必要があります。
おそらく、このスポークねじ切りを利用されているということは、適切な長さがなくご自身で切断している場合が多いと思うのでこのミスが一番多いように感じます。
私はスポークカッターを持っていないので、ボルトクリッパーを使ってスポーク切断していましたが、切断時の断面は以下のような感じでした。
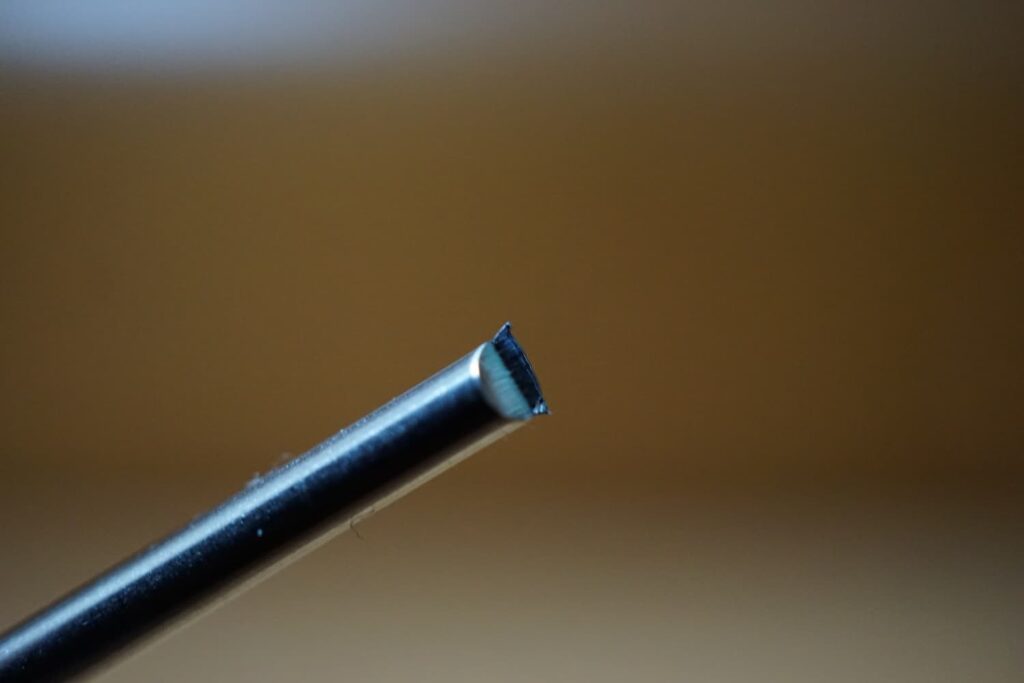
これを別から見るとこんな感じです。

このようになっています。そもそも尖っていて危ないのですが、この状態ではねじ切りを行うことができません。
一度やすりなどで形を整えてやる必要があります。
私は面倒なのでリューターを使って先端を削り形を整えました。余談ですが熱いですしたまに火花が飛んでいます。やっぱりステンレスの加工ともなると仕方のないことなのでしょう。
そうして整えた先端の写真がこんな感じです。
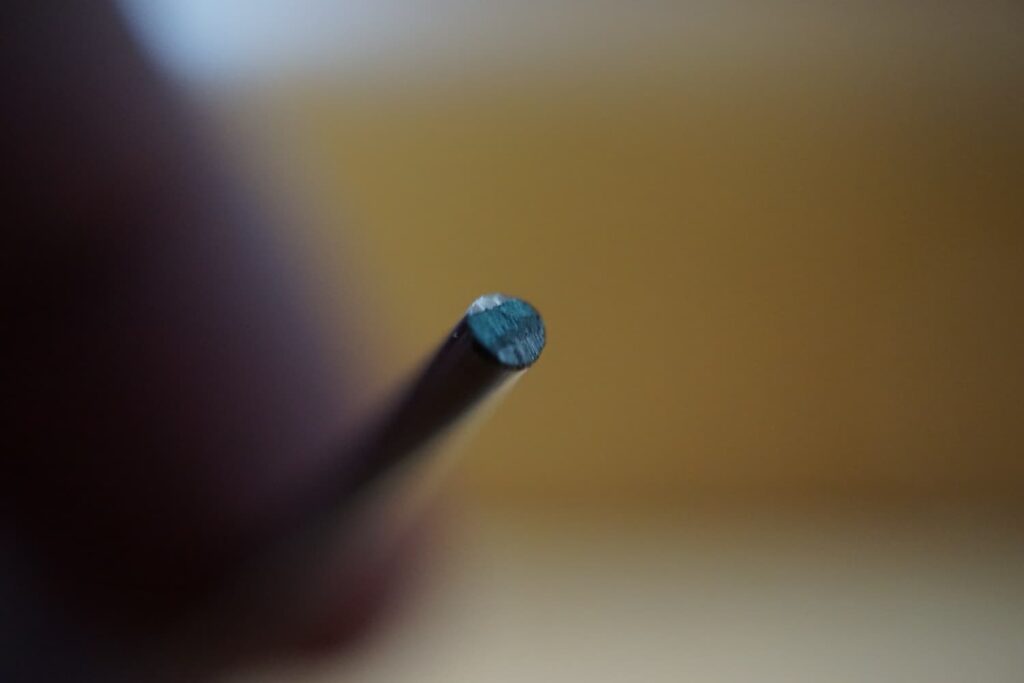
横から見るとこんな感じです。

結構平らになりました。まずはスポークをこの状態にするのがねじ切りをするうえで最低条件となります。
しかし、ここでもさらに読めないという方がいると思います。平らなのにねじ切りができないという人はまず、元から切られているねじを延長できるか試してみましょう。これで問題なく延長できるようでしたら以下の手順を試します(ねじ山が浅いのはOK、調整ができる)。逆にそれでも正しく切れなかったら不良品だったり使いすぎでダイスが消耗している可能性があります。
これに関しても説明書に書いています。5ページに掲載されています。
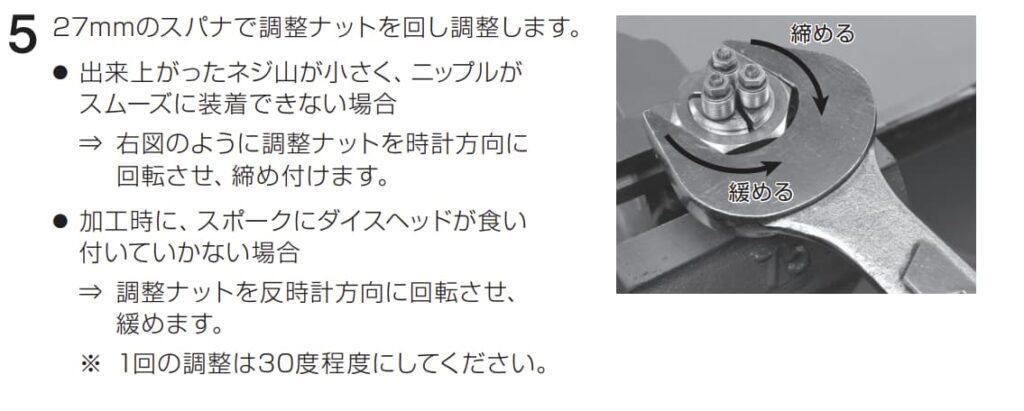
加工時に、スポークにダイスヘッドが食い付いていかない場合
→調整ナットを半時計方向に回転させ緩めます。
説明書より
私はこの緩める意味が分かっておらず無暗に調整ねじを閉めたりしていました。
ここで真ん中らへんで紹介した今回のねじの作り方の原理の「転造」という話になります。
調整ねじを緩めるとローラーの部分の締め付けが弱くなるわけですが、なぜこのようなことをするかというと、押し付けて変形させるというだけなので、きつく締めこんでいると、ローラーがそもそもスポークに切り込みを入れることができず食い付いてくれないのです。
もしこれが「切削」であれば締めこめば最初の削りはじめの部分を深くできるので締めこむのが正解だったのですが、今回は「転造」なので、緩めるのが正解です。
ちなみに緩めると、ねじ山が浅くなってしまいますがこれについては次の項で解説します。

これでもねじ切りできない場合は、太さやダイスヘッドのサイズが違う可能性もあるのでもう一度確認しましょう。途中で手ごたえがなくなってしまう場合は三つ後で紹介する「途中から切れなくなった」の項を参照してください。
ねじが浅すぎる!
さて、スポークのねじが切れないからと前の項で紹介したように調整ナットを緩めると、ねじ山が浅くなってしまいます。
私の場合はこんな感じでした。
これは失敗したスポークの写真でもあるのですが、見て欲しいのはスポーク先端とは逆側の方で、ねじ山が浅いのがわかっていただけるでしょうか。この状態ではニップルがスムーズ装着できません。
じゃあこれを深くするのはどうするのかという話なのですが、これは簡単で、調整ナットを締めこみます。こうすることでローラーの間隔が狭まり、深いねじ山を作ることが可能になるわけです。
なので、スポーク作成の実際の手順は、以下のように2ステップになる可能性があるのです。
- スポークに浅いねじ山を転造する
- 浅いねじ山をベースに深いねじ山を転造
こうなることが多いかと思います。もちろん加工精度が良いスポークであれば一発できれいなねじ山を転造することもできるのかもしれませんが、私はそうもいきませんでした。
この調整に関しては調整ねじを締めこんでみて実際にやってみるしかないので、ここら辺は手探りでするしかありません。大体私は60°暗い締めこんだらいい感じになりました。
その2ステップの工程を踏んで綺麗に転造できたスポークがこれなわけです。
よく見たら根本の方がねじ山が浅いので2回に分けて転造を行ったのがわかっていただけると思います。
面倒ですが、2回にわけで作るのがコツです。きれいなねじ山がいいなら苦労しましょう。
ねじピッチがおかしい…
実際に作ってみるとねじピッチがおかしいものが出来上がることがあります。ローラーの間隔は一緒なのに不思議なものですが、実際にスポークを切る人的にはあるあるらしく、そういうものらしいです。
実際に私も3回ほどおかしくなりました。そのスポークはこんな感じです。

こうなる原因ですが、これはダイスヘッドを回し方にありました。
説明書を見ての通りですが、軽く押し付けながら最初の数回転はゆっくり回すというのが説明書に書いていますが、この「軽く押し付けながら」という部分が曲者です。
これは、大半の人が思うような「軽く」をイメージしてやると高確率でねじピッチがおかしくなってしまいました。
実際のところは渾身の力とは言いませんが、「そこそこ強めに押し津kれる」ぐらいの気持ちでやるとうまくいきます。
あとは最初をゆっくり回せばよいですが、大体1回転2秒ぐらいの感じで回したらいいと思います。後は説明書によると3山分食い付いていたら力を抜いて回すだけで良いみたいですね。実際にある程度食い付いたら回すだけで大丈夫なのは事実でした。
ねじが途中から切れなくなった…
途中まではねじが転造できている手ごたえがあるのですが、ある所から急に空回りしてねじが切れなくなってしまう場合がありました。
その途中でねじが切れなくなったスポークはこんな感じです。

これに関してはこれ以上どうにかするというのも難しかったです。うまくやればねじが切れるとかそういうこともありません。
なぜこうなるのかは私もイマイチわかっていないのですが、おそらくスポーク断面がわずかに平坦でなかった場合にこうなります。最初のうちはゆっくり回すというコツを理解してからも何回か同じミスをしました。
こうなったスポークは利用できないので、新しく用意しないといけないのがスポークのぱっと見は綺麗なだけに勿体ないです。
予防策としてはやはりスポークの断面をいかに平らにするかにかかっていると思います。後はねじを転造するタイミングで最初の数回転は焦らないことですね。最初に高速で回そうとしても同じような状態に陥ります。
コツを踏まえた正しい使い方
さて、失敗の体験談やコツを踏まえて正しい使い方をまとめてみます。
前提としてスポークは多めに用意しておきましょう。割と失敗すると思います。私は下手なのか結構失敗しました。
実際の作業の手順は、はじめにスポークを必要な長さにカットします。このとき断面を平らにすることやカット時の誤差を考えて1mmぐらい長く切るぐらいの気持ちで良いと思います。
次は、カットしたスポークの断面を平らにします。ここは失敗を減らすためにかなり重要な工程なので、入念に平らにしましょう。
次にC-700/702にスポークをセットします。そして、ダイス部分には必ず潤滑油を塗布します。そしてねじを転造するべくダイスハンドルを回すわけですが、そこそこの力で押し付けながら、最初の数回転はゆっくり(2秒で1回転ぐらい)回して、3山程度ダイスに食い付いたら力を抜いて切りたい長さ分ねじを切ります。このときねじ山の深さは浅くてかまいません。
このときダイスにスポークが食いつかない場合は、一度調整ナットを緩めてみましょう。それでもだめなら、断面がまだ平らではないのかもしれません。
この工程は不要かもしれませんが私は次のような工程をしています。1回だけ転造の工程を行っただけだと微妙に不安な気がするので、欲しいだけねじを切れたら、一度先端まで逆回しで戻して、もう一度切りたい長さまで戻るような形で往復しておきましょう。これで問題なく切れている確信も得られますし、精度も良くなると思います。
さて、ねじ山が浅い場合は、調整ナットを30~60°程度締めてみて丁度よい深さのねじが切れるように調整してください。ここら辺は実際に試さないとわかりません。
これも1回目の浅くねじ山を切ったときと同じ工程を踏めば深いねじ山の切られたスポークが完成です。
これを欲しい本数分こなせばいいですが、最初に全てのスポークに浅いねじ山を作り、次に一気に全部のスポークに深いねじを切るようにすれば調整ナットをいじる回数は減らせます。
また、転造式とはいえ、金属の削りカスはでるので、5回に1回ぐらいのペースで定期的に金属の削りカスは除去するようにしましょう。
これを守ればおそらくスポークのねじ切りができると思います。
まとめ
ホーザン製のスポークねじ切りの使い方やコツの紹介でした。相当にニッチな内容なので、インターネットにも詳しい情報がなく、実際に分が使うとなったときに結構苦戦したので、記事にしてみました。
おそらく、これでスポークねじ切りで困ることは無いとは思いますが、わからない、わかりにくいという部分があれば補足や追記を行うので、コメントをいただければと思います。
転造や切削、それ以外にも表現的に不適切な言葉もあったかと思いますが、そこはなるべくわかりやすくを目指して書いた結果なのでご容赦いただければ幸いです。
結構文字ばかりでわかりにくい、至らない部分もあるかと思いますが、参考にしてみてください。
以上です。お読みいただきありがとうございました。
初めて#15番(1.8㎜)のねじ切りに挑戦しましたが、最初からうまくネジが切れないので困ってました。
#14はネジ山を延長したかったのでうまくいっただけでした。
非常に参考になりました。
コメントありがとうございます。
非常にニッチ内容ですが、お役に立ったようで嬉しい限りです。